Как изготавливается нить для 3D-печати?
Каждая хорошая 3D-печать начинается с пластика, обычно в виде разноцветных нитей, аккуратно намотанных на катушки. Хотя хобби 3D-печати переполнено любителями делать все своими руками, изготовление собственной нити все еще недоступно для большинства домашних мастерских. Высококачественная нить требует дорогостоящего мощного оборудования, много места и тонны энергии.
У меня была возможность посетить три фабрики, производящие нити для 3D-печати, лично и четвертую виртуально: Prusa Research, Printed Solid, Printerior и ProtoPasta. Все они используют один и тот же базовый принцип: смешивают пластиковые гранулы с добавками, улучшающими цвет и свойства; расплавляют, экструдируют, охлаждают и наматывают на катушку. Легко, правда?

Необработанные гранулы PLA Изображение: Tom's Hardware
Рэндольф, также Рэндолф, Ра́ндолф, Рендольф (англ. Randolph) — фамилия и топоним. Люди Рэндольф, Аса Филип (1889—1979) — американский политик и общественный деятель, правозащитник. Рэндольф, Грейс (род. Википедия
Jessie PLA входит в наш список лучших нитей для 3D-печати как наш любимый бюджетный PLA и по-прежнему стоит всего 19,99 долларов за катушку.

Катушка Golden Winner PLA, которую мы наблюдали на заводе Printed Solid. Изображение: Tom's Hardware
Все начинается с пластиковых гранул
Все катушки нити начинаются с сырых пластиковых гранул, наиболее распространенной из которых является PLA (полимолочная кислота), биополимер, изготовленный из растительных материалов, таких как кукуруза, сахарный тростник или свекла. Другие материалы, такие как PETG, ABS, ASA, PC и нейлон, производятся из источников на основе нефти.
Первым шагом для превращения гранул в нить является сушка, поскольку пластик легко впитывает влагу в сыром виде. Крупные производители используют вакуумные шланги для перемещения гранул из транспортных контейнеров в сушилку, а затем в бункер в начале производственной линии.
Переработанная нить начинается аналогичным образом, но использует гранулы, изготовленные из расплавленного измельченного волокна и немного неиспользованного сырья по мере необходимости. На фото ниже вы можете увидеть начало линии переработанной нити Prusa Research, с одним бункером с надписью «переработанный», а другим — «натуральный». Prusa переплавляет заводские отходы в 2-килограммовые катушки переработанной нити, которая продается по более низкой цене.

Шланги подают сырье в бункер на заводе Prusa. Эта машина используется для производства переработанного Prusament. Изображение: Tom's Hardware
Adding Color
Рэндольф сказал, что филамент Jessie от Printed Solid изготавливается из сырого PLA или PETG, смешанного с добавлением мастербатча, который представляет собой высококонцентрированный краситель, изготавливаемый по заказу компанией по производству пластика в Чикаго. Они закупают годовой запас цвета за раз, чтобы поддерживать постоянство. Состав любого мастербатча — это строго охраняемый секрет, но гранулы могут содержать как пигмент, так и любые добавки, такие как блестки, слюда или даже ТПУ для шелковистого покрытия.

Годовой запас нитей Jessie всех цветов. Изображение: Tom's Hardware
Некоторые производители, такие как ProtoPasta, создают собственные мастербатчи на дому, используя порошкообразные пигменты и добавки, которые тщательно смешиваются в небольших партиях. Эта техника позволяет им быстро выпускать новые цвета или предлагать внутренние мастерские, где клиенты могут изготавливать собственные небольшие партии индивидуального цвета.
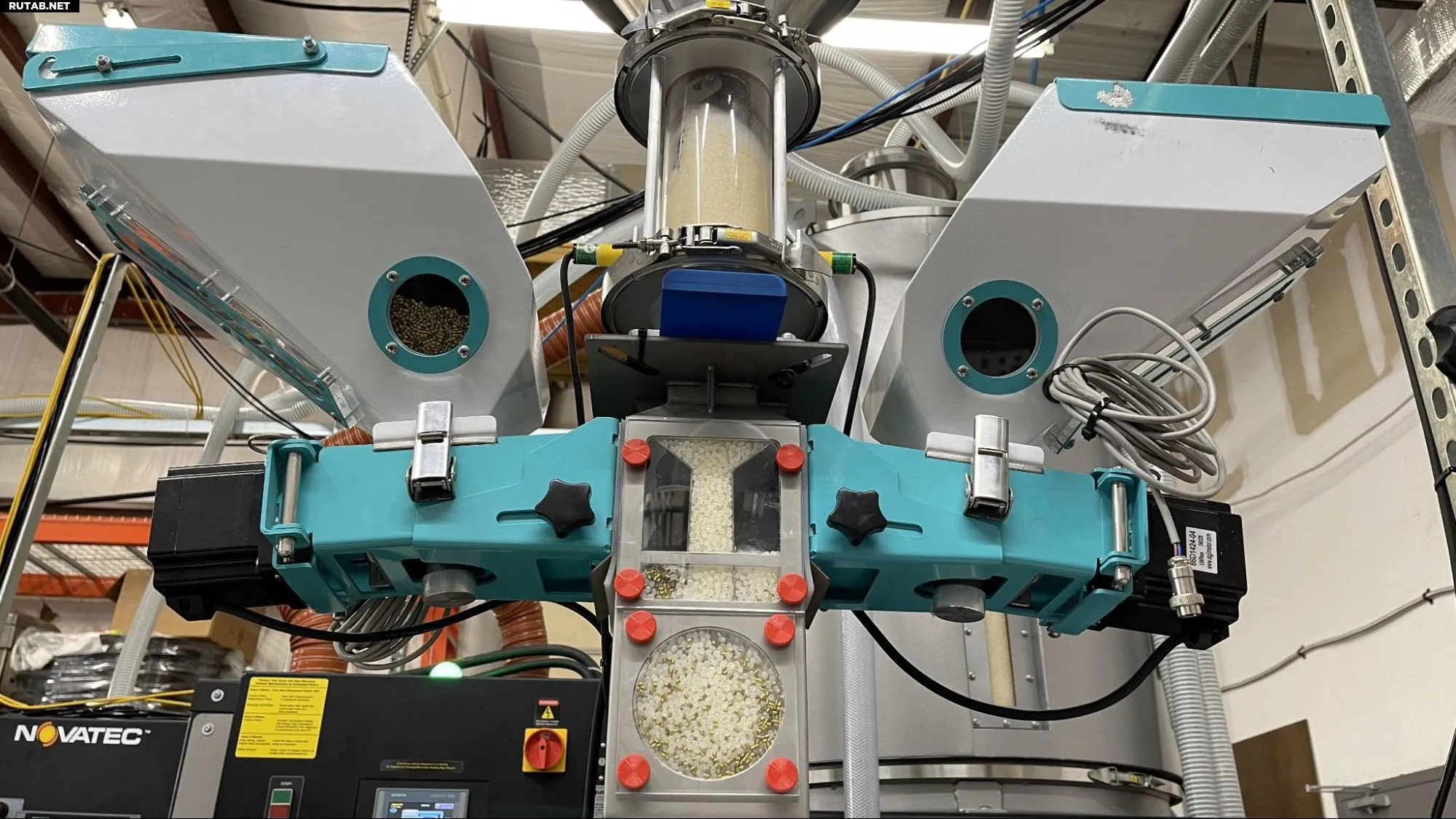
На фото ниже показано, как сырые гранулы смешиваются машиной с пигментом-мастербатчем для производства Jessie Golden Winner PLA. Рэндольф сказал, что преимущество использования гранул-мастербатчей заключается в простоте очистки при смене цвета на линии. При наличии всего трех машин для производства более 35 цветов как в PLA, так и в PETG, очистки требуется много. Prusament обрабатывается аналогичным образом.
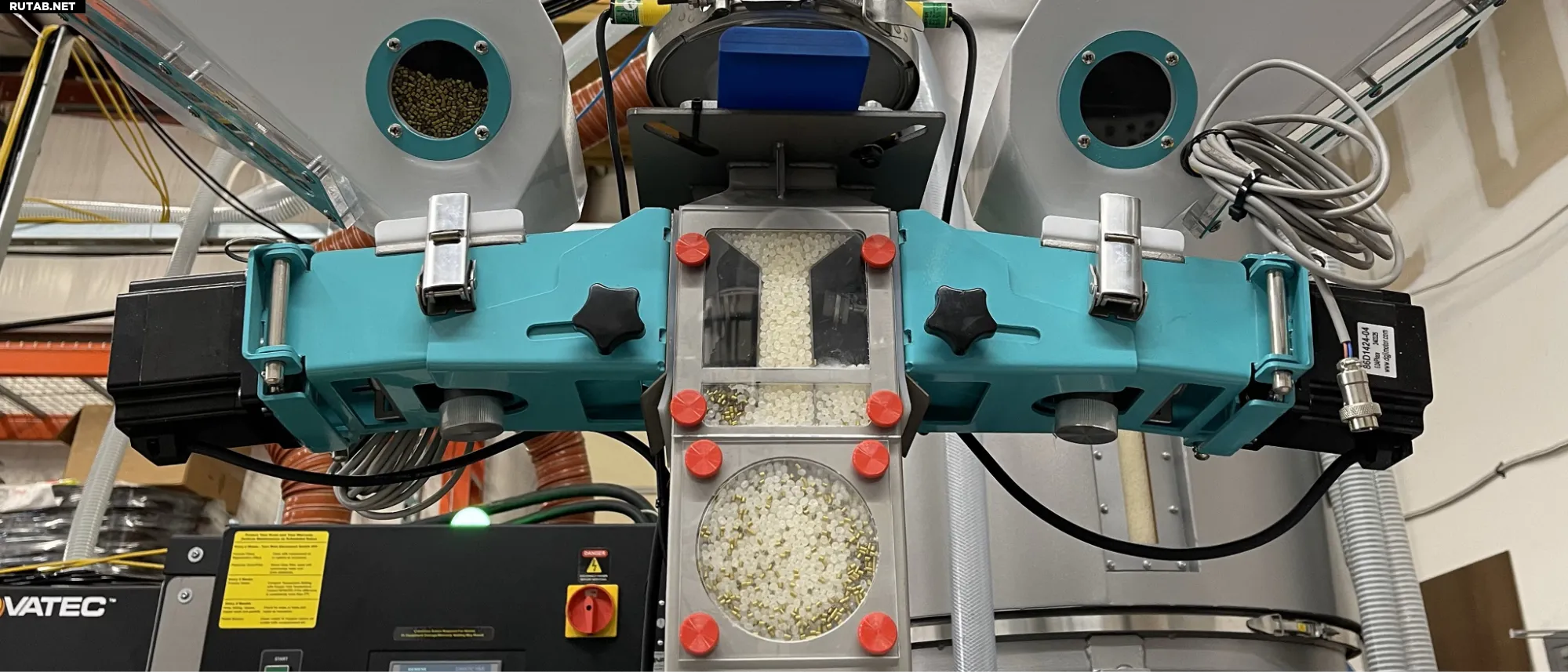
Здесь мастербатч «Golden Winner» смешивают с сырым PLA на заводе Printed Solid. Изображение: Tom's Hardware
Смесь гранул подается в нагретый экструдер с длинным шнеком, который смешивает материалы по мере их расплавления. Рэндольф сказал, что это тот же тип экструдера, который подает материал в машину для литья под давлением, используемую другими производителями пластмасс. Шнек находится внутри длинной металлической трубки с шестью нагреваемыми секциями для постепенного нагрева материала до необходимой температуры при проталкивании его к соплу.
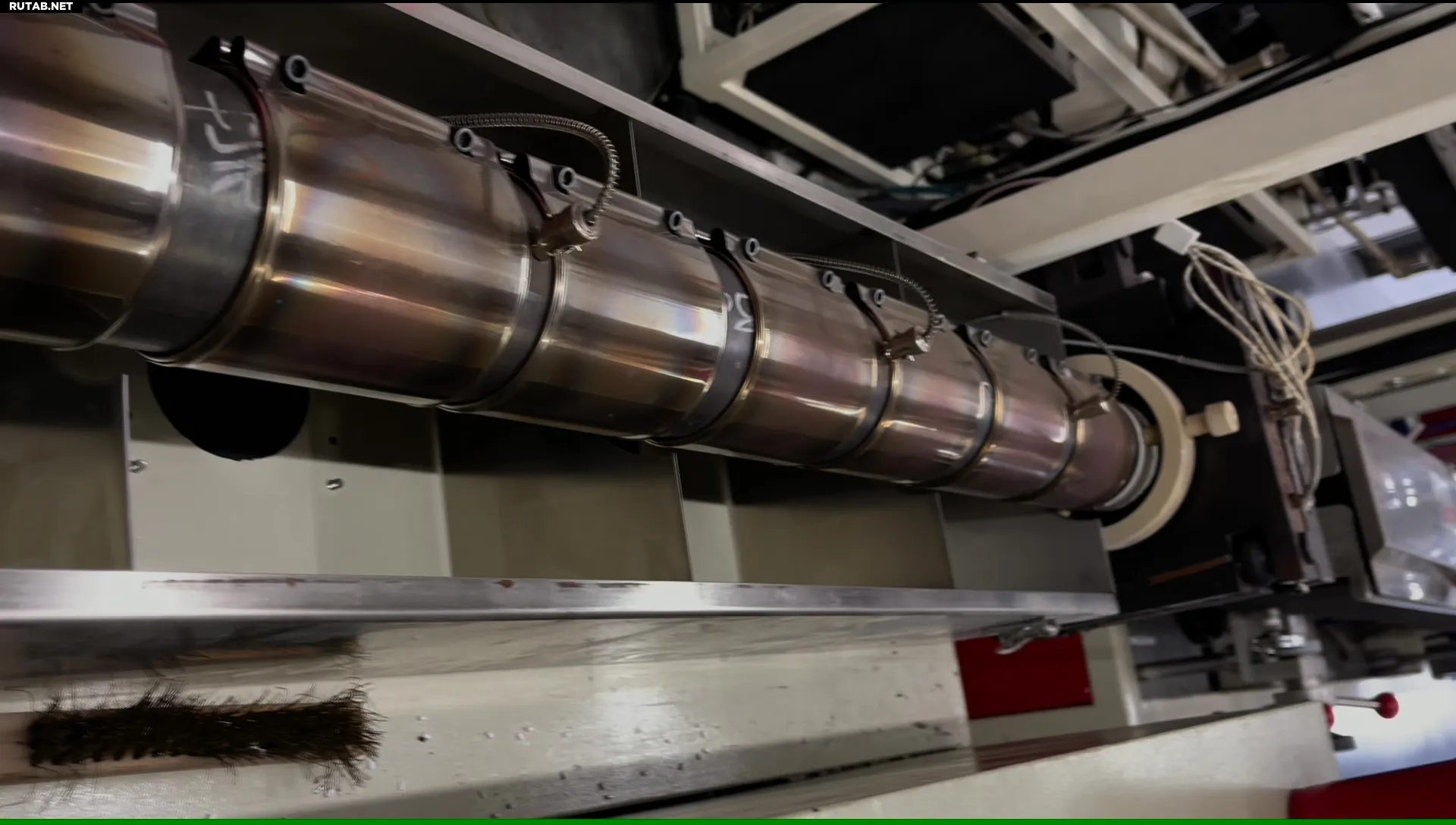
Экструдер, обернутый нагревательными элементами. Изображение: Tom's Hardware
Нить имеет ширину 3 мм после выхода из сопла. Она немедленно попадает в один из трех длинных, узких резервуаров с водой — один с горячей, один с теплой и последний с холодной, чтобы охладить нить и зафиксировать ее форму. Рэндольф объяснил, что водяная ванна также поддерживает нить, поэтому она сохраняет гладкую, ровную форму. К тому времени, как нить достигает конца 40-футовой ванны, она уже мягко растянута до своего окончательного диаметра 1,75 мм.

Ширина нити после выхода из экструдера составляет 3 мм. (Фото предоставлено: Tom's Hardware)

Генеральный директор Printed Solid Дэвид Рэндольф объясняет, как нить охлаждается после выхода из экструдера. (Изображение предоставлено: Tom's Hardware)
После водяной бани нить проходит через пару лазеров для проверки размера и формы нити. Линия Jessie производит овальную форму диаметром 1,75 мм с допуском -0,02 мм по двум осям, как и линия Prusament. Эти измерения имеют решающее значение, так как дрейф даже до 1,8 мм в диаметре может заклинить хотэнд вашего 3D-принтера.
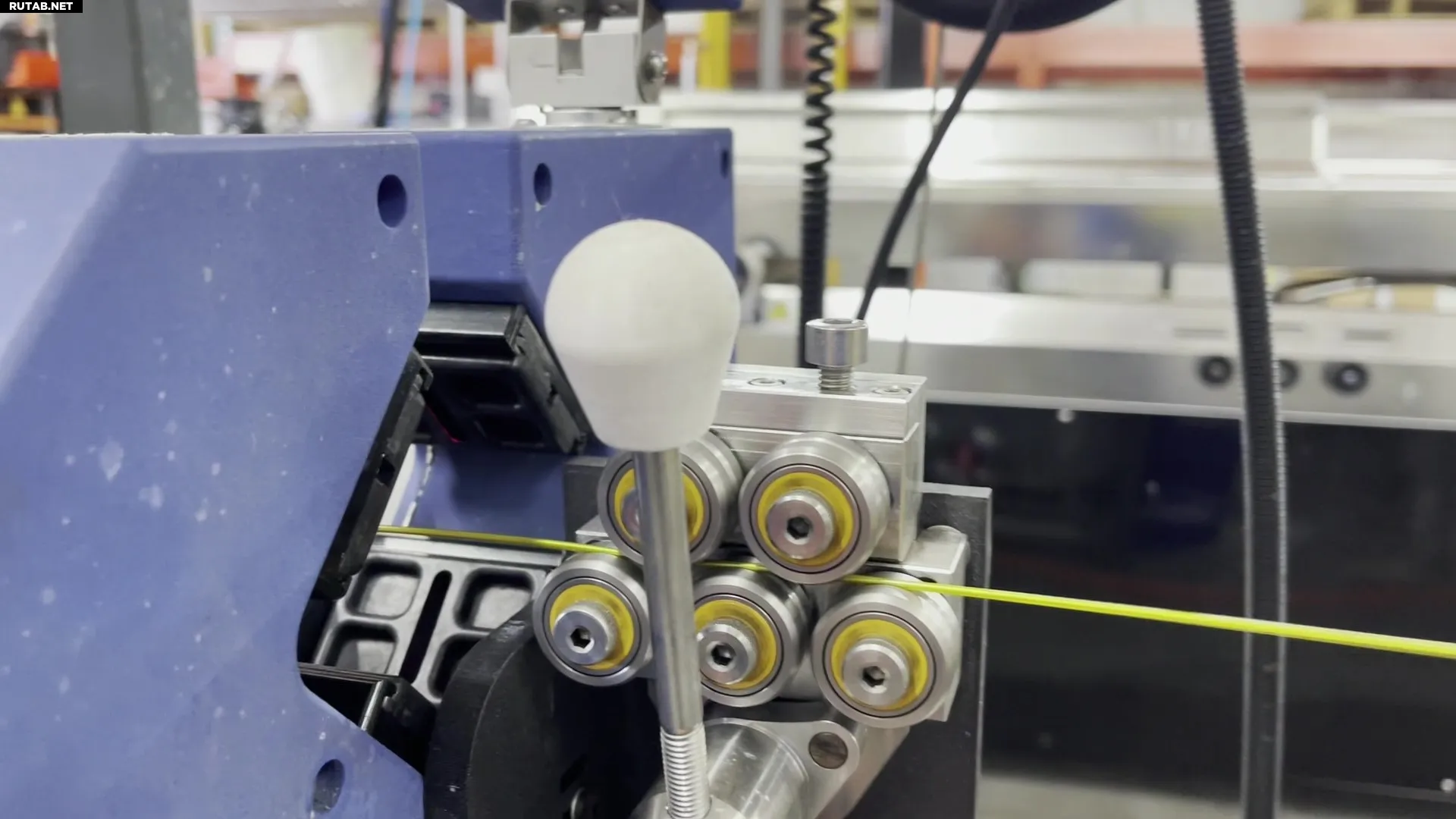
Два лазера проверяют точность печатной твердой нити. Изображение: Tom's Hardware
Затем нить проходит через буфер, который выбирает слабину, пока оператор загружает и выгружает катушки в конце линии. Линия никогда не останавливается во время производства.

Нить проходит через буфер на линии сплошной нити Printed Solid. Изображение: Tom's Hardware
Наконец, нить собирается на катушке весом 1 кг, затем упаковывается для клиента. Изготовление одной катушки занимает менее 5 минут, что довольно удивительно.
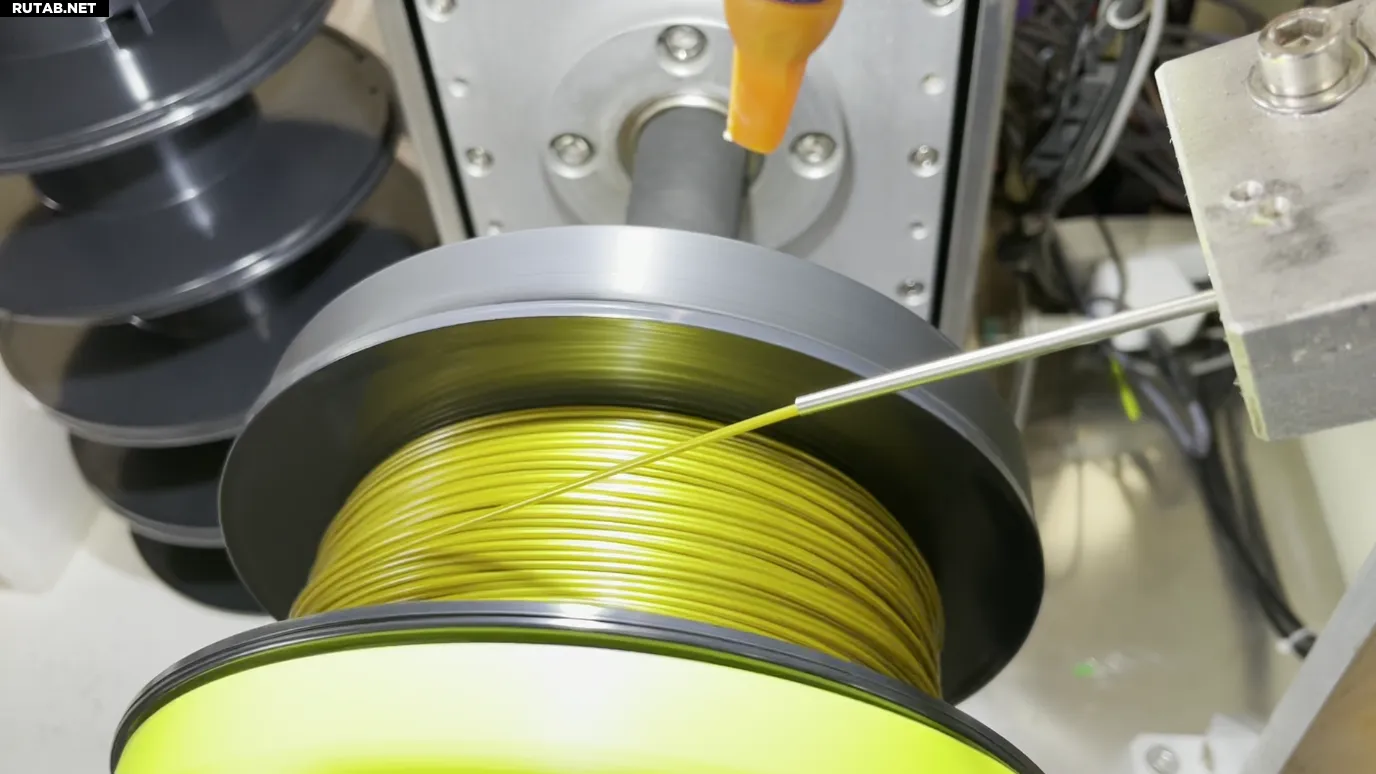
Джесси Голден Виннер наматывают. Изображение: Tom's Hardware
Рэндольф сказал, что его цель — создать наилучшую доступную по цене нить, произведенную в США. Катушка — один из способов, с помощью которого он смог снизить цены: вместо того, чтобы заказывать индивидуальные катушки, он покупает менее дорогие катушки со сварочной проволокой, произведенные компанией в Огайо. Еще одна мера экономии — минимальная упаковка. Поскольку нить Jessie продается только напрямую с завода, она хранится в вакуумных герметичных пакетах, а затем отправляется в простой картонной коробке.

Изображение: Tom's Hardware
У Prusament есть один дополнительный этап отделки. Если на нить Jessie наклеивается простая наклейка, то катушки Prusament помещаются на лазер, чтобы вытравить название нити, а также обеспечить отслеживание с помощью QR-кода. Этот код предоставлял пользователю данные с линии нити во время изготовления катушки. После маркировки катушка запечатывается и упаковывается в коробку.

Лазерная гравировка катушек на фабрике Prusa. / Изображение: Tom's Hardware
БОЛЬШЕ: Лучшие 3D-принтеры
БОЛЬШЕ: Лучшие бюджетные 3D-принтеры
БОЛЬШЕ: Лучшие многоцветные 3D-принтеры
Источник: Tomshardware.com




0 комментариев